Feasibility Report on the Development of Injection Moulded Bio-Based Polymer Product
Number of words: 2898
1.0 Introduction to PLA
The polymers made from biological sources are referred to as bio-based polymers. Plant, algae, or Microorganism directly constructs some polymers in the form of polymeric, whereas the rest are externally manufactured using bio-based monomers. Starch and cellulose are the simplest bio-based polymers and known to humankind for ages. Despite their environmental-friendly characteristics, these bio-based polymers have been used in limited applications such as textiles, packaging, and constructions. However, biotechnology and chemical engineering development have enabled the production of polylactic acid, widely recognised as PLA and polyhydroxyalkanoate. As a result, these novel bio-based polymers have received enormous attention, especially in the industrial segment (Razza and Innocenti, 2012).
PLA is usually developed from BioSource, and it is a thermoplastic aliphatic polyester. In the United States, PLA is produced from corn starch, whereas tapioca is used in Asian countries. Sugarcane is also a source to produce PLA in most of the world. PLA is the most significant bioplastic in the world since 2010, considering the volume of consumption. The name Polylactic acid is often confusing as it does not comply with the standards laid out by IUPAC. Additionally, PLA polyester and not polyelectrolyte or polyacid. PLA is classified into biomaterials, generally referred to as aliphatic polyesters or poly-α-esters or poly-α-hydroxy acids. PLA is a hydrophobic polymer produced from lactic acid (Neumann, Flores-Sahagun, and Ribeiro, 2017). The molecular structure of PLA is shown in figure 1 below,

Figure 1: Polylactic acid (PLA) Molecular structure (Auras, 2010)
1.1 Properties of polylactic acid (PLA)
The list of polylactic acid properties are given below (Auras, 2010),
- Melting point of PLA is between 150 0C (302 0F) to 160 0C (320 0F)
- PLA has a lower glass transition temperature which is between 55 0C to 60 0C
- The temperature of the injection mould required for PLA processing is between 178 0C (353 0F) to 240 0C (464 0F)
- The density of the PLA is between 1.21 g/cm3 to 1.43 g/cm3
- PLA has 37% of crystallinity
- The tensile modulus of PLA is between 2.7 GPa to 16 GPa
- PLA is soluble in chlorinated solvent, tetrahydrofuran, hot benzene, dioxane
- PLA is hydrophobic, hence not soluble in water
1.2 Application of polylactic acid (PLA)
Following are the list of PLA applications (Auras, 2010),
- Food and drug administration, commonly referred to as FDA, has approved polylactic acid for applications such as food containers, utensils such as spoons, cups for water.
- PLA is widely used in the packaging industry, for example, blister packaging
- PLA found applications in the medical sector due to its biodegradability and biocompatibility. It is used in tissue engineering, such as membrane covering (Wound covers), in medical devices (Sutures, pins, fixation rods, plates, and screws). PLA is also preferred in dermatological treatments, for example, scar rejuvenation
- PLA composites are finding applications in the automotive sector with their better impact and tensile strength. Currently, it is being used in producing pillar covers, front panels, car ceilings.
- Carpets, shirts, mattresses, bedding, and sportswear are made from PLA
2.0 Alternative biobased polymers to PLA
In reality, biobased polymers have been derived from renewable materials to ensure the sustainability and environmental friendliness of the polymers. Several alternatives to the PLA are Biobased PET, entirely recyclable, compostable, renewable, and biodegradable bioplastic material. Biobased PET is comprised of ethanol glycol (30%), which is derived from sugarcane and terephthalic acid (70%) derived from fossils (Sin and Tueen, 2019). Biobased PET can be used in almost all applications similar to PLA, such as food containers and utensils, packaging applications, foils, sanitary products, and carpets.
2.1 Modification of PLA
The overview of PLA and its properties seems excellent; however, some of the properties of PLA are pretty challenging, which makes its processing and use difficult in practice. For example, the glass transition temperature of PLA is 55 0C to 60 0C makes it challenging to process. Further, PLA has poor ductility as well as low impact strength and brittleness. Moreover, PLA is susceptible to chemicals as compared to aromatic polyester. Also, the rate of degradation of PLA is relatively low. Hence, it is necessary to enhance PLA properties to overcome its distressed properties and make them easy to handle while processing. It is possible to enhance the properties of PLA by adding additives and copolymer (Ren, 2011).
- The toughness of the PLA can be improved through plasticization by adding a lactide monomer. It is one of the best plasticisers for PLA, but the lactide monomer appears on the PLA surface. Low molecular weight PEGs and citrate esters can improve the toughness of PLA but marginally. It is necessary to note that improving the toughness of the PLA reduces the tensile strength of the compound drastically.
- The impact toughness of the PLA can be improved substantially by using Calcium carbonate PPT (30%), which is referred to as mineral fillers.
- It is possible to enhance the properties of PLA by using impact modifiers, but it substantially affects the compost-ability property of PLA
- PCL or polycaprolactone is an ideal biodegradable polymer to toughen the PLA as PCL has a low glass transition temperature and shows 600% elongation during the failure, which means it has rubbery characteristics. Therefore, the blending of PLA and PCL enhances the properties of the PLA blend as a whole.
- PHA is a biobased polymer that has substantially improved PLA’s impact toughness properties without affecting its biodegradability and strength.
3.0 Injection moulding
The process of injection moulding is widely used for plastic parts fabrication. Many products in day-to-day use are manufactured by using injection moulding. The size, complexity, as well as application of injection moulded parts varies substantially. The injection moulding process has three elements: the raw material (Natureworks 3001D), a mould, and an injection moulding machine. The injection moulding machine melts the raw material and pushes it into the mould where the polymer solidifies to replicate the shape of the mould. This walled plastic parts are commonly produced by using injection moulding. The injection moulding process comprises of four steps briefly explained below (Goodship, 2017),
- Clamping of the mould: it is necessary to secure the two halves of the mould to create the final shape of the cavity. Hydraulically powered clamping unit secures these two mould halves by creating enough pressure to ensure the position while the material is injected.
- Injection: pellets of the raw plastic material are fed to the machine through the hopper. The material falls into the barrel of the machine in the flutes of the screw. The raw material is heated in the barrel and pushed forward towards the mould. Figure 2 shows that the screw pushes the molten polymer into the mould cavity in blue color. The shot of the injection moulding is nothing but the amount of material being injected.
- Cooling: The molten polymer inside the mould is cooled with the help of water jackets/lines around the mould cavity. The molten material solidifies to provide the desired shape (Shape of mould cavity). In this case, a hollow cylinder shape for the pen.
- Ejection: The ejection system ejects the solidified part after the specified time is elapsed. The ejection mechanism system is usually fixed to the rear half of the mould to push the part out of the mould. Sometimes, the releasing agent must be sprayed on the mould cavity before the injection to ensure easy removal of the moulded part.
3.1 Recommendation for the mould and process
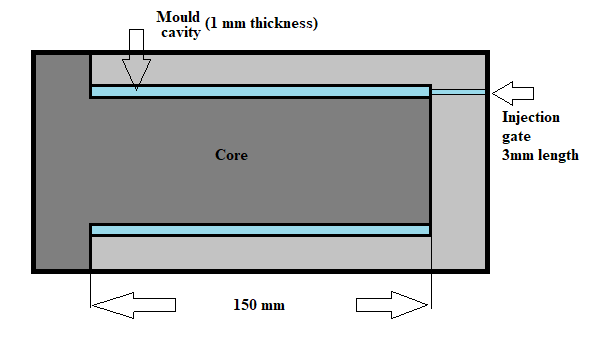
Figure 2: Schematic representation of the mould for simple cylindrical
Figure 2 shows the schematic diagram of the mould, which should be used to produce a cylindrical barrel of the pen. The recommended injection moulding process is cold runner injection moulding, considering the budget and the simplicity of the part. Further, the mould used is a two-part mould, as shown in the figure. The part makes the cavity of the hollow cylinder with dark grey colour. The explanation for choosing cold runner injection moulding and two-plate mould is given below,
- Cold runner injection moulding: The mould cavity is filled with molten polymer through the runner with the help of sprue (Rogers, 2020). Since the schematic figure has only one cavity hence the only gate is shown. This same mould can be converted into multiple cavities to enhance productivity by using runners to ensure the molten PLA blend reaches all the cavities. One of the benefits of using this system is its inexpensiveness. The entire system is required low cost for production as well as to maintain. Multiple variations of polymer and polymer blends can be processed with this system (Worth, 2018). Therefore, if the material blend changes in the future, then the same process can be used. Furthermore, the system is quicker with automation, which could be one of the considerations in the future.
- Two plate moulds are widely used and inexpensive. In addition, two-plate mould has a lower cycle time as compared to three-plate moulds. Since the design of the final product is simple, hence two-plate moulds are used.
3.2 Moulding analysis
Given:
- PLA material Natureworks 3001D
- Temperature: 200 0C
- Rheological properties at 200 0C: n= 0.52 and K= 6620 Pas63
Assumptions:
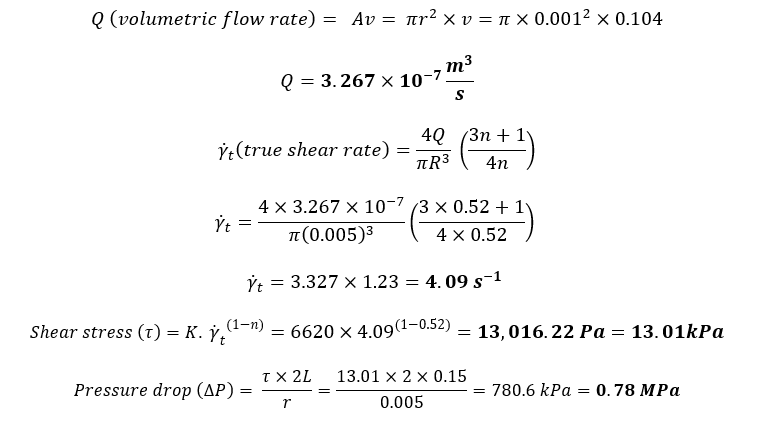
Assumption 1:
Screw diameter (D) of the injection moulding machine= 20 mm (considering small shot size for ballpoint pen)
Assuming diameter (d) of the runner to be 2 mm hence radius (r) is 1 mm (0.001 m)
The speed (v) of the screw to be 100 rpm= 0.104 m/s
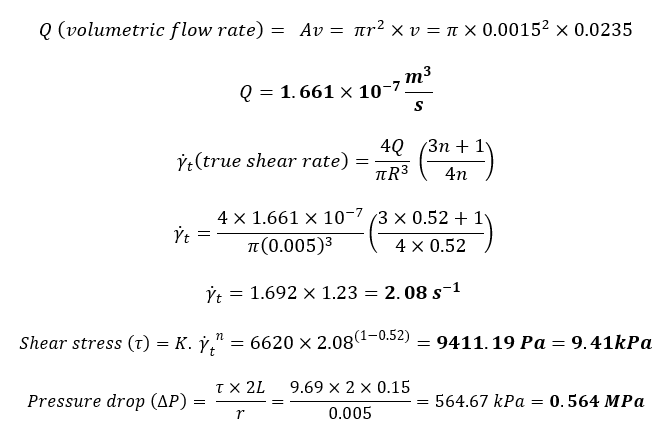
Assumption 2:
Screw diameter (D) of the injection moulding machine= 20 mm (considering small shot size for ballpoint pen)
Assuming diameter (d) of the runner to be 3 mm hence radius (r) is 1.5 mm (0.0015)
The speed (v) of the screw to be 150 rpm= 0.0235 m/s
4.0 Mechanical analysis of pen
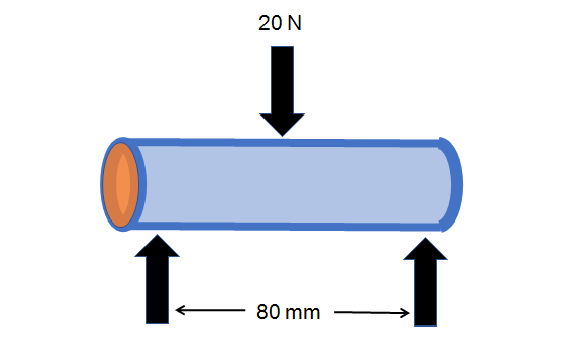
Figure 3: Gripping forces on the pen
Given,
Dimensions of a pen in the preliminary design are,
Inner diameter (Di) 10 mm
Hence, the Inner diameter (Ri) 5 mm
Tensile yield stress (σy) = 45 MPa
Finger load (F)= 20 N
Tensile stress (σ) at 20N= σy/4= 45/4= 11.25 MPa (Given – assume that the outer diameter of the cylinder is such that the tensile stress reaches only one-quarter of the yield stress when the central load is 20N)
Length (L)= 80 mm
Inner radius (Ri)= 5 mm
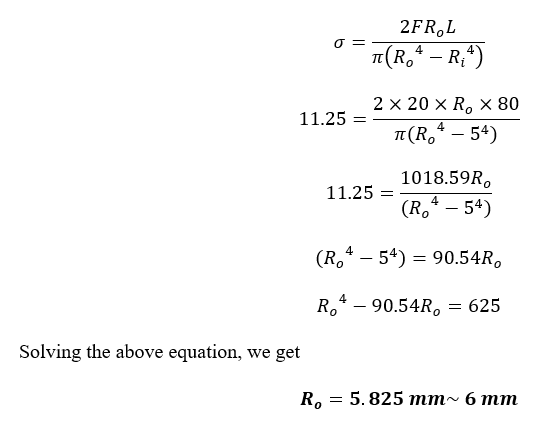
The preliminary internal design radius (Ri) is 5 mm, and the thickness is 1 mm, which makes the outer radius of the pen, RO= 5+ 1= 6 mm, whereas the calculated outer radius above is (Ro) 5.825 mm ~ 6 mm when the internal diameter is 5 mm. Hence the given criteria for the outer diameter of the cylinder is such that the tensile stress reaches only one-quarter of the yield stress when the central load is 20N is fulfilled.
4.1 Creep analysis
Given:
Constant temperature: 30 0C
Duration: 1 year
Stress percentage: 0.5%
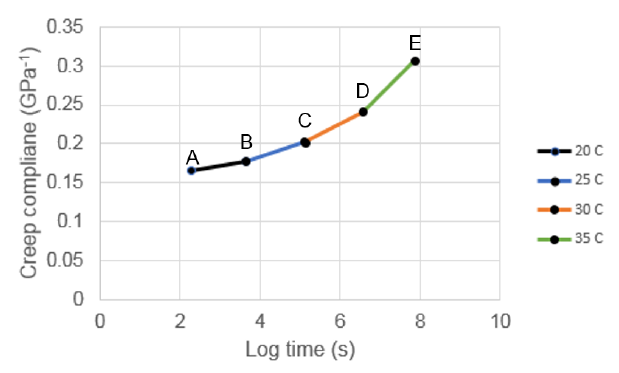
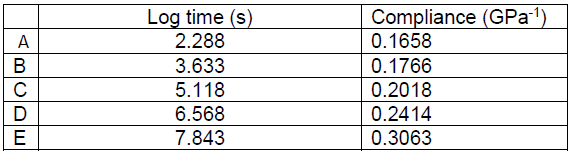
Figure 4: Master curve
Table 1: Numerical coordinates
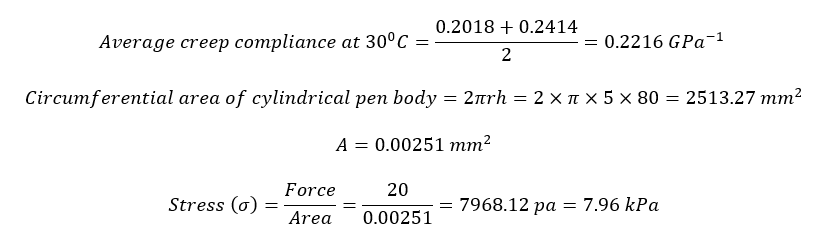
Using Hooke’s law,

At 30 0C, the change in length is relatively small; hence the NatureWorks Natureworks 3001D PLA can be used for the injection moulding of the pen.
5.0 Characterization
Characterization of polymer is necessary to ensure the performance of the product in service. It is also necessary to check the quality of the material during the design and development of new products. The characterization of the raw material of the pen and final injection moulded product is required to ensure the quality of the pen. The material is characterized by using four methods, Melt Flow Index, Capillary Rheometry, tensile strength, and creep behaviour (Campbell, Pethrick and White, 1989).
MFI: A melt flow index test is required to test the input raw material to check the ease of flow. The resulting value is then checked with the material datasheet to ensure the receipt material is as per the requirement.
Capillary Rheometry checks the polymer’s flow characteristics and other rheological properties significant for injection moulding operation. Any discrepancy from the required parameter can be highlighted to the supplier of raw material to ensure the quality of the final product.
Tensile testing: It is carried out on the ISO test specimen produced from the polymer resin. The tensile testing shows the value of yield stress, which will be cross-checked with the material datasheet.
The creep behaviour of the final product will be tested to analyse the long-term deformation of the pen.
6.0 Sustainability consideration
Natureworks 3001D is made from Polylactic acid, and hence it is entirely recyclable. Therefore, the product manufactured from PLA can be recycled into a new product at the end of the product’s life. Further, under industrial composting conditions, this material is biodegradable (NatureWorks, 2020). However, it is recommended not to dump the used products in ponds, sewers, ditches, and rivers. Instead, a registered waste carrier must dispose of the used product for further processing (NatureWorks, 2020). Thus, sustainability is not limited to the material and its ability to recycle, but it is a mindset that helps to make the environment sustainable.
7.0 Conclusion and recommendation
This feasibility report presents information regarding biobased polymers, especially Polylactic acid or PLA. The report discusses its origin, structure, properties, and different applications. Different methods and polymers that can enhance PLA properties have been discussed, along with alternative materials to PLA. The process of injection moulding and its essential elements are discussed, also the recommendation for the moulding process and mould. Practical reasoning has been given for both recommendations. Mould analysis carried out shows two different assumptions by changing the speed of the screw and the diameter of the runner. Increasing the diameter of the runner and the speed of the screw by 50% reduces the shear stress and pressure drop by 50%. The mechanical analysis helps to verify the inner diameter of the cylinder based on the given stress criterion. The creep behaviour of the pen is analysed to analyse the creep strain for one year. Characterization techniques for incoming raw material and the final product of injection moulding are proposed. Finally, the recyclability and biodegradability of the product are discussed based on the datasheet.
Following are the two recommendations to the company,
- Finalize the biobased polymer that will be used in the product to correct the mould analysis NatureWorks 3001D seems to be suitable for the ballpoint pen; it will further drop pressure as well as shear stress
- Consider developing a multi-cavity mould rather than a single cavity to enhance the production rate as well as the waste of material
- Consider procuring characterization equipment as per the recommended techniques
References
Auras, R., 2010. Poly (Lactic Acid). Oxford: Wiley-Blackwell.
Campbell, D., Pethrick, R., and White, J., 1989. Polymer Characterization.
Goodship, V., 2017. ARBURG Practical Guide to Injection Moulding. Shrewsbury: Smithers Rapra.
NatureWorks, 2020. Crystallizing and Drying Ingeo Biopolymer.
NatureWorks, 2020. Ingeo™ Biopolymer 3001D Technical Data Sheet Injection Moulding Process Guide.
Neumann, I., Flores-Sahagun, T., and Ribeiro, A., 2017. Biodegradable poly (l-lactic acid) (PLLA) and PLLA-3-arm blend membranes: The use of PLLA-3-arm as a plasticizer. Polymer Testing, 60, pp.84-93.
Razza, F., and Innocenti, F., 2012. Bioplastics from renewable resources: the benefits of biodegradability. Asia-Pacific Journal of Chemical Engineering, 7, pp. S301-S309.
Ren, J., 2011. Biodegradable Poly (Lactic Acid). Berlin: Springer-Verlag Berlin Heidelberg.
Rogers, T., 2020. Hot & Cold Runners for Injection Moulding. [online] Creativemechanisms.com. Available at: <https://www.creativemechanisms.com/blog/hot-cold-runners-for-injection-molding> [Accessed 30 April 2020].
Sin, L., and Tueen, B., 2019. Polylactic Acid. Elsevier B.V.
Worth, J., 2018. Injection Moulds 101: Cold Runner Vs. Hot Runner Moulds. [online] Rodongroup.com. Available at: <https://www.rodongroup.com/blog/injection-molds-101-cold-runner-vs-hot-runner-molds> [Accessed 30 April 2020].